






 Certificats d’agréments de type pour les flexibles hydrauliques
Certificats d’agréments de type pour les flexibles hydrauliques Développement de la société et de ses infrastructures
Développement de la société et de ses infrastructures Tecalemit Flexibles renforce sa présence dans le secteur de l’énergie
Tecalemit Flexibles renforce sa présence dans le secteur de l’énergie Un banc d’impulse aux capacités exceptionnelles
Un banc d’impulse aux capacités exceptionnelles Agréments de type de flexibles pour le transport de matières dangereuses
Agréments de type de flexibles pour le transport de matières dangereuses Un banc de dépollution de notre conception
Un banc de dépollution de notre conception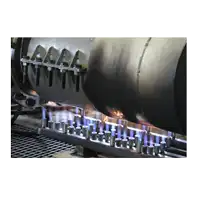 Certification de type BV pour des flexibles résistants au feu
Certification de type BV pour des flexibles résistants au feuGuide technique des embouts récupérables
Terminologie - confection de tuyauterie - montage des embouts
Les tuyaux :
Ils appartiennent à trois familles principales :
A : avec robe intérieure en caoutchouc synthétique répondant aux normes SAE 100 : R1AT - R5C - R5R.
B : avec robe intérieure en thermoplastique : TTA - TTK.
C : avec robe intérieure PTFE tel que THP1.
L’armature (ou carcasse de renforcement) des uns ou des autres est constituée par :
- une ou plusieurs tresses textile.
- une tresse acier.
- combinaison de deux de ces formules.
Cette architecture est définie dans le texte de présentation de tous nos tuyaux répertoriés (catalogue Tuyaux hydrauliques).
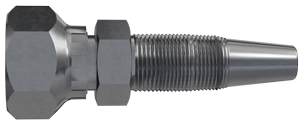
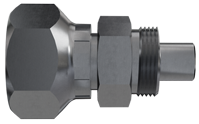
Les embouts :
En acier zingué - bichromaté pour le standard : ils peuvent être fournis, sur demande, en inox.
Selon l’équipement désiré et le tuyau employé, ils comportent une partie arrière différente en fonction du mode d’ancrage sur le tuyau.
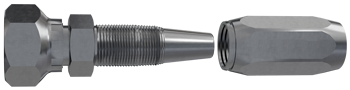
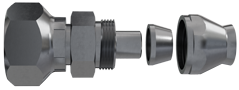
| Vissé récupérable pour tuyaux : T510 - T511 - T111 | Téflon récupérable pour tuyau : THP1 |
 |  |
Coupe des tuyaux :
T111 - T510 - T511 :
Couper bien d’équerre avec une scie à métaux à denture très fine (ou de préférence avec une tronçonneuse), en serrant le tuyau modérément dans un étau.
TPH1 :
Même procédé que ci-dessus, mais envelopper préalablement le tuyau de ruban adhésif, au niveau de la coupe, de façon à éviter que la tresse ne «s’ébouriffe».
TTA - TTK :
Couper le tuyau bien d’équerre à l’aide d’une lame fine bien affûtée, ou d’une pince de coupe métallique Ref 28908631 (Catalogue tubes pneumatiques Tecalemit Flexibles).
Nos machines à tronçonner et à dénuder permettent un gain de temps appréciable et assurent une coupe nette, parfaitement d’équerre, sans effort de la part de l’opérateur.
Montage des embouts récupérables :
POUR T111 - T510 -T 511
L’accrochage de l’embout s’effectue sur le recouvrement du tuyau qu'il ne faut pas dénuder
La longueur à dénuder est déterminée sur chaque douille par la mesure comprise entre sa face arrière et un repèr gravé sur son extérieur.
Brosser tresse ou nappe avant montage des embouts.
Serrer modérément la douille dans un étau .
Visser le tuyau dans la douille (filetage à gauche) jusqu’à la butée.
Dévisser ensuite d’un quart de tour (important).
Huiler abondamment l’intérieur du tuyau et la partie de l’embout destinée à y pénétrer (nipple).
Visser le nipple dans la douille (filetage à droite) jusqu’à ce que le six pans de ce nipple soit à 0,5 mm de la face avant de la douille.
POUR TTA-TTK
Ne pas dénuder.
Monter l’embout comme pour les T510, T511 et T111
IMPORTANT :
Pour les tuyauteries destinées à véhiculer des gaz,
- le revêtement extérieur du tuyau sera micro-perforé en nos ateliers.
- les embouts seront soigneusement dégraissés avant montage.
- l’assemblage sera effectué à l’eau pure.
Les pressions de service indiquées sur nos tableaux sont variables pour les fluides hydrauliques.
Les pressions de service pour fluides gazeux inflammables sont nettement inférieures aux pressions indiquées.
Nous consulter en fonction de la pression d’utilisation et du gaz véhiculé.
Les flexibles véhiculant des gaz sous pression seront fixés afin de neutraliser le coup de fouet que provoquerait une
éventuelle rupture.
Toutes les tuyauteries seront nettoyées intérieurement après confection.
POUR THP1
Enfiler deux douilles dos à dos sur le tuyau par l’extrêmité qui a subi un rétreint par effet de tressage,
Placer la bague conique entre tube et tresse de façon à ce que le tube THP1 bute sur l’épaulement intérieur de cette bague.
Lubrifier le filetage de la douille abondamment avec de l’huile minérale.
Emmancher le tuyau équipé de sa bague conique à fond sur l’embout.
Visser la douille sur l’embout.
Laisser un écart de 0,8 mm entre le six pans de l’embout et de la douille.
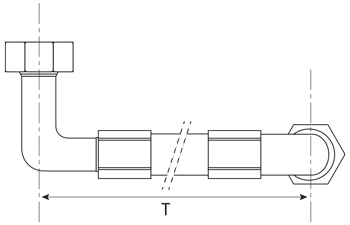
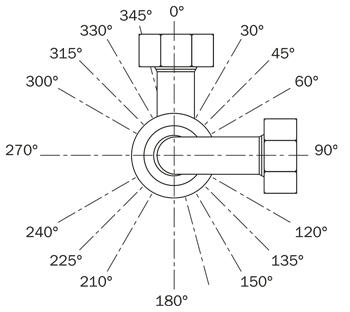
Orientation des embouts :
L’angle d’orientation des embouts est celui choisi par la convention de la manière suivante :
A : Regarder la tuyauterie de face par l’un quelconque de ses embouts.
B : En partant de l’embout le plus proche, et en tournant dans le sens inverse des aiguilles d’une montre, considérer
l’angle formé avec le second embout.
Tolérance sur l’angle d’orientation en fonction de la longueur T :
Longueur T≤ 610 tolérance = ± 3 °
Longueur T > 610 tolérance = ± 5°
 |  |
Compatibilité nipples & douilles :
| PROFIL EMBOUTS | |||
| NIPPLES | TUYAUX | DOUILLES | |
 | T510 R5C T511 R5R | Sans dénudage | |
 |  | ||
| TTA - TTK | Sans dénudage | ||
 |  | ||
| T111 1SN | Sans dénudage | |
 |  | ||
 | THP1 |  |  |
